In towel manufacturing, dyeing plays a crucial role in determining the product’s quality, appearance, and environmental safety. With over 30 years of experience, Hede is committed to offering towels that meet the highest standards. We utilize a variety of dyeing methods to meet diverse customer needs—ensuring our products are vibrant, colorfast, and eco-friendly.
This article outlines our key dyeing techniques, their advantages, and real-world practices that reflect our commitment to quality and sustainability.
1. Our Dyeing Partner Factory
Baoding is China’s largest towel manufacturing hub, home to over 3,000 towel factories. Among them, S Dyeing Factory stands out as the oldest, most advanced, and most reliable facility in the region. Hede has maintained a long-term partnership with this dye house and is now one of its largest clients.
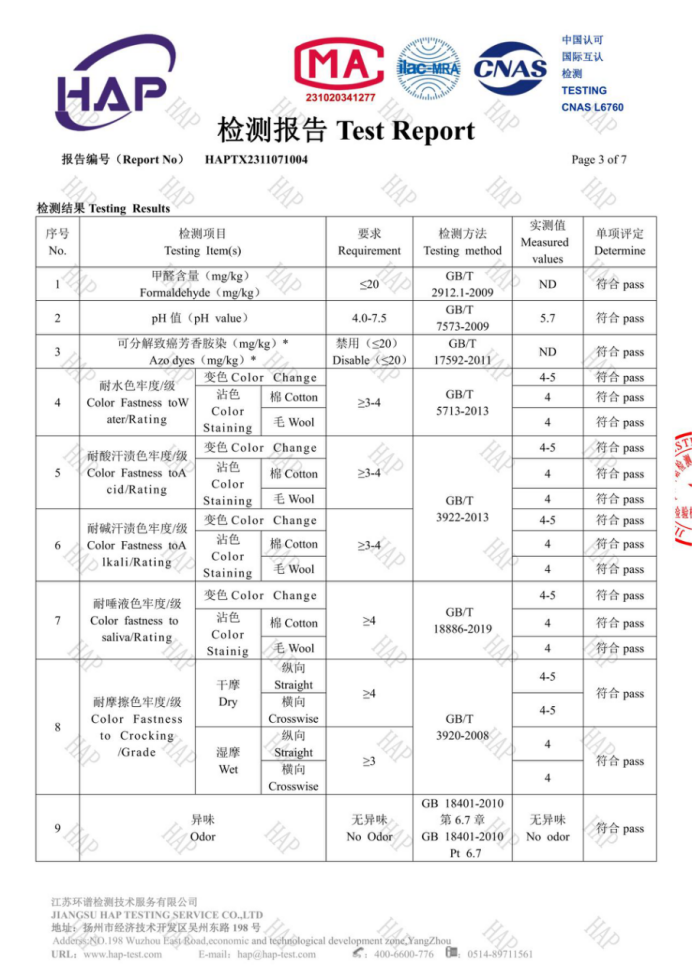
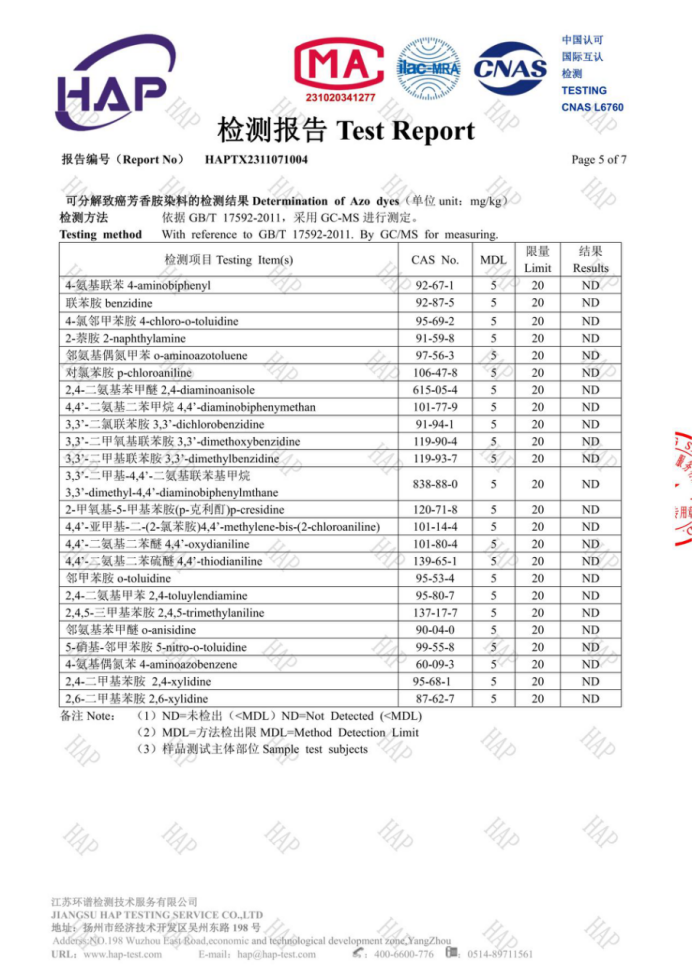
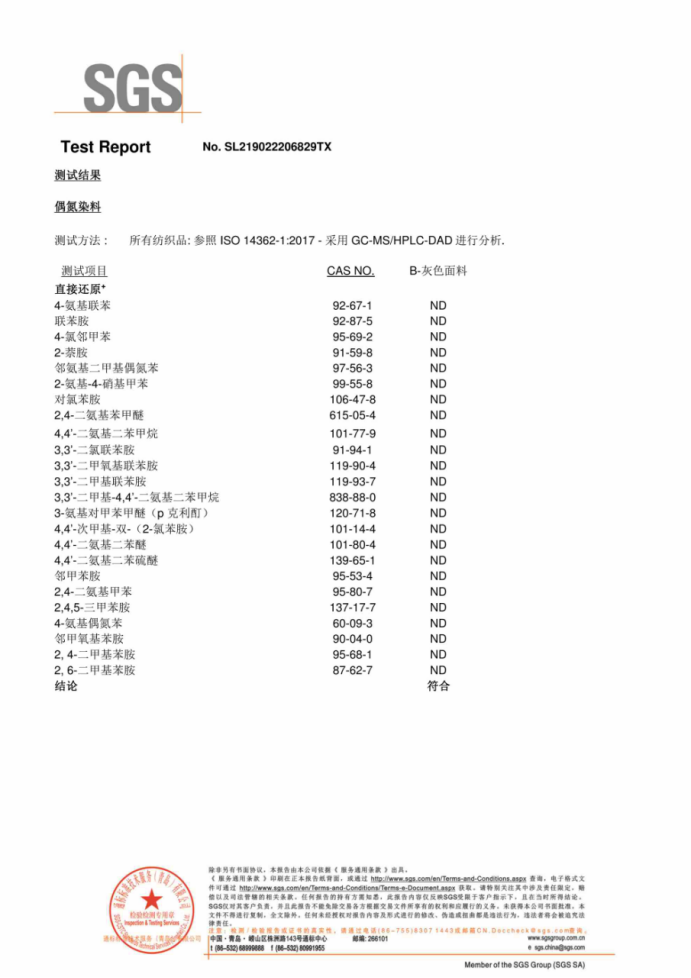
Compared to most manufacturers in the industry, Hede invests significantly more in the dyeing process—an investment that directly translates into superior product quality. We use reactive eco-friendly dyeing technology, ensuring colorfastness levels of Grade 3.5 and above, with most products reaching Grade 4–5 and meeting AZO Free and REACH standards. We are among the few manufacturers confident enough to offer pure black towels—and if you’re an experienced buyer, you know what that means.

If you’re worried about fading, you won’t have to with Hede.
In addition to product quality, we prioritize environmental sustainability. Unlike a few mega-factories in India or Pakistan that own their dyeing facilities, Hede partners with the region’s most capable independent dyeing factory. This approach allows us to improve efficiency, lower costs, and reduce our environmental footprint.
2. Why Is Hede’s Dyeing More Stable and Safer?
We’ve observed that many towel factories in India and Pakistan still rely on direct dyeing, a method prone to fading and chemical residues that may harm users and pollute the environment.
Even among South Asian manufacturers that claim to use reactive dyeing, many still struggle with:
• Unstable colorfastness and batch inconsistencies
• Poor post-treatment, leading to fading or residue
• Non-compliant dye selection that fails AZO Free or REACH testing
Hede strictly follows international environmental standards in our reactive dyeing process. Every towel is made to meet the rigorous expectations of customers in the US, Europe, and Japan. Our towels are designed to stay vibrant, endure washing, and offer peace of mind.

3. Hede’s Recommended Dyeing Types
Class A Eco-Friendly Dyeing (Recommended)
All of Hede’s towels are dyed using Class A eco-friendly processes, meeting high standards for safety and durability. These methods are fully compliant with certifications required by European, American, and Japanese markets.
We maintain strict quality control with our dyeing partner in Baoding. Although the dye house serves many clients, Hede’s investment and attention to detail are unmatched. Even if you can’t visit the facility, you can verify our standards directly through them.

✮ Note from Hede: Dark shades such as deep red, navy blue, or black involve higher dyeing costs due to more complex processes and heavier dye loads.
✮ Customer Case: Dubai 5-Star Hotel Group
In 2017, a luxury beachfront hotel in Dubai commissioned Hede to develop a full line of bath towels with stringent eco-dyeing and durability requirements. We collaborated with the dye house to use their highest-grade green dyeing formula. The final products scored nearly Grade 5 in SGS colorfastness testing. The client was extremely satisfied.
This successful project led to long-term partnerships with hotels across the UAE—including Abu Dhabi, Dubai, Sharjah, and Ras Al Khaimah—where Hede remains a stable supplier today.
Class B Dyeing (Rarely Used)
This lower-cost, simpler method is generally used for white or light-colored towels. Hede prioritizes quality and environmental responsibility, so we rarely use Class B dyeing—only upon explicit customer request.
Chlorine-Resistant Dyeing (Special Customization)
This technique is tailored for high-end jacquard products or sectors such as healthcare, beauty salons, or pools, where towels must withstand repeated exposure to chlorine bleach.

In 2018, a customer in Los Angeles asked Hede to produce two-tone jacquard towels that would remain colorfast under frequent chlorine bleaching. We collaborated with our dye house to develop a custom dye formula that maintained color integrity under harsh conditions. The client was highly satisfied.
4. Pre-Dyeing vs. Post-Dyeing Explained
Pre-Dyeing (Yarn Dyeing)
This method involves dyeing the yarn before weaving and is often used for premium woven patterns. It offers rich, complex visuals but comes with higher upfront costs and the need for firm prepayment to secure dyeing.
We work closely with clients to plan yarn usage precisely, reducing waste while delivering consistent quality.


Post-Dyeing (Piece Dyeing)
Hede’s most widely used method. Towels are first woven as greige fabric, then dyed. Advantages include:
• High flexibility for bulk orders
• Lower production costs and better pricing
• Reliable colorfastness and consistency

5. Overview: Dyeing Types and Features
| Dyeing Type | Key Features & Benefits | Common Usage | Cost Level |
| International Standard | Complex process, high eco requirements, certified | High-end custom orders | High |
| Class A Eco-Friendly | High colorfastness, non-toxic, eco-safe | Hede’s main product line | Medium |
| Class B | Basic process, for white/light towels | White towels, low-end orders | Low |
| Chlorine-Resistant | Durable in bleach, industry-specific | Medical, beauty, pool, jacquard | High |
| Yarn Dyeing (Pre-Dyeing) | Rich color, high cost and risk | Woven towels, premium lines | High |
| Piece Dyeing (Post-Dyeing) | Flexible, low-cost, easy to manage | Large-volume production orders | Low |